
Remonty transformatorów z izolacją Nomex®
Jacek Dziura
Streszczenie:
Jednym z obszarów działalności Firmy TRAFTA Sp.z o.o jest działalność serwisowa. Głównie polega ona na remontach i przezwojeniach transformatorów innych firm pozwalających na przywrócenie lub poprawę parametrów eksploatacyjnych lub też dostosowanie do zmienionych warunków zasilania danego urządzenia. Niniejszy artykuł opisuje sposób, w jaki została usprawniona seria transformatorów wchodzących w skład farm wiatrowych o specyficznej konstrukcji typu „slim” z izolacją Nomex® i płynem Midel7131®
Wprowadzenie
Z początkiem roku 2020 firma TRAFTA nawiązała współpracę dotyczącą naprawy serii transformatorów chłodzonych cieczą o specyficznej konstrukcji typu „slim” stanowiących wyposażenie farm wiatrowych. Transformatory te są zabudowywane w wieżach elektrowni wiatrowych, co sprawia, że wymiary a szczególnie szerokość transformatora są mocno ograniczone. Stosunkowo duża moc (1700 kVA) i ograniczona kubatura transformatora wymusiły zastosowanie systemu izolacyjnego wyższego niż klasa ciepłoodporności A. Stąd w oryginalnej konstrukcji został zastosowany Nomex® oraz płyn chłodzący Midel7131®. Objawami świadczącymi o nieprawidłowej pracy tych transformatorów był wysoki poziom gazów oraz wysoki poziom wyładowań niezupełnych. W przypadku jednego z egzemplarzy degradacja części aktywnej była znacznie dalej posunięta, gdyż doszło już do wewnętrznych zwarć zwojowych lub międzywarstwowych. Z uwagi na bardzo wysoki poziom wyładowań niezupełnych sięgających rzędu nanokulombów [nC] należało stwierdzić, że większość transformatorów była w krytycznym stanie przedawaryjnym i zachodziła pilna potrzeba przywrócenia prawidłowej kondycji układu izolacyjnego. Z uwagi na konieczność zachowania poufności nie będą publikowane dokładne informacje konstrukcyjne.
Charakterystyczne cechy konstrukcyjne rozwiązania pierwotnego
Oryginalny transformator charakteryzował się poniższymi parametrami:
Moc – 1700 kVA
Przekładnia – 30000±2×2.5%/12000 V/V
Napięcie zwarcia – 6%
Straty jałowe – 1900W
Straty obciążeniowe – 12000 W
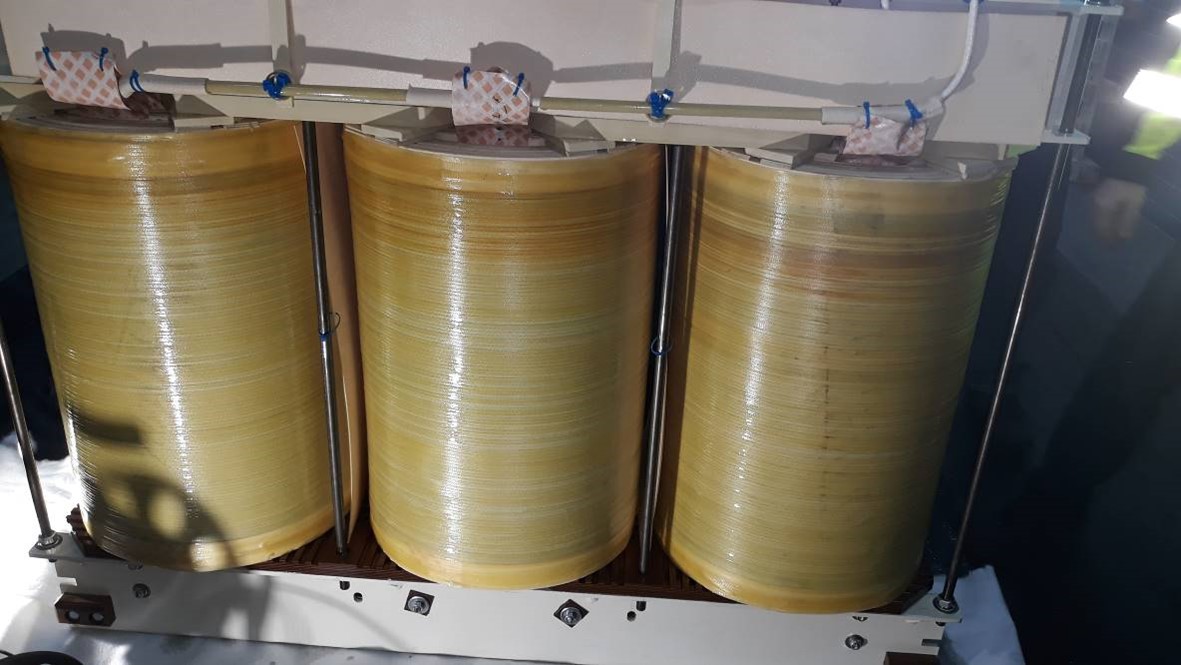
Zarówno uzwojenie górnego jak i dolnego napięcia wykonane było z przewodu miedzianego profilowego w oplocie nomexowym. Z uwagi na ograniczoną przestrzeń wewnętrzną kanały chłodzące posiadały płaszczenia a kanał główny był krytycznie wąski. Izolację stanowił papier aramidowy preimpregnowany żywicą (DPP) w postaci warstw stopniowanych. Oględziny wewnętrzne części aktywnej ujawniły ślady przegrzań w górnych obszarach cewek Fot.1. oraz ślady wyładowań Fot.2.

Wewnętrzna inspekcja uszkodzonej części aktywnej wykazała również, że warstwy papieru aramidowego nie są dostatecznie sklejone ani ze sobą, ani też z przewodami nawojowymi. Niedostatecznie utwardzona żywica mogła skutkować reakcją z olejem, co z kolei mogło prowadzić do wysokich wyładowań niezupełnych. Czynnikiem powodującym zwiększony poziom wyładowań był też niestaranny montaż, skutkujący dużą ilością zanieczyszczeń wewnątrz kadzi, jak również luźnymi elementami mechanicznymi (luźne podkładki spoczywające na części aktywnej).
Dla jednego egzemplarza transformatora, tego z nieuszkodzoną częścią aktywną wykonano próbę nagrzewania. Uzyskane wyniki przyrostów temperatur przedstawiały się następująco:
- ∆θ DN = 75,5 K
- ∆θ GN = 83,3 K
Uzyskane wyniki potwierdziły konieczność stosowania układu izolacyjnego wyższego niż klasa ciepłoodporności A, lecz nie były krytycznie wysokie.
Odwzorowany pierwotny układ izolacyjny został poddany analizie metodami elementów skończonych. Analiza wskazała na obszary, gdzie natężenia pola elektrycznego przybierały wartości wysokie (lokalnie powyżej 20 kV/mm).
Prace modernizacyjne w obrębie części aktywnej
Obserwacje poczynione podczas oględzin części aktywnych pierwotnego rozwiązania wskazały na kierunki, w których powinno się poszukiwać ulepszeń. Były one następujące:
- Zminimalizowanie lokalnych wysokich wartości naprężeń pola elektrycznego
- Zastosowanie odpowiednio skutecznego układu chłodzenia
- Zapewnienie prawidłowej impregnacji papieru aramidowego DPP lub rezygnacja z papieru preimpregnowanego
- Zapewnienie odpowiedniej staranności i czystości podczas montażu
Finalnie zdecydowano się na zastąpienie przewodu w izolacji w oplocie Nomex® przewodem emaliowanym o klasie ciepłoodporności minimum 180°C. Izolacja warstwowa z szerokich warstw preimpregnowanego papieru aramidowego została zastąpiona izolacja stripową z paska papieru Nomex®. Pozwoliło to na zmniejszenie ilości izolacji przy jednoczesnym, co należy podkreślić, obniżeniu lokalnych wartości natężenia pola elektrycznego. Stripowy układ izolacyjny pozwolił również na rezygnację z płaszczenia kanałów chłodzących. W trakcie prac modernizacyjnych zadbano również o kompatybilność użytych materiałów izolacyjnych i pomocniczych z płynem Midel7131®, gdyż nie wszystkie materiały zachowujące się prawidłowo w środowisku oleju mineralnego nie reagują z estrami syntetycznymi.
Cykl suszenia i impregnacji zawierał etapy suszenia części aktywnej w piecu atmosferycznym oraz zalewania płynem Midel7131® w komorze próżniowej po jego wcześniejszym uzdatnieniu.
Po modernizacji transformator został poddany pełnym próbom obejmującym próby wyrobu, próbę nagrzewania oraz pomiar wyładowań niezupełnych. Skutkiem rezygnacji z płaszczenia kanałów chłodzących był nieznaczny wzrost (o 0,4%) napięcia zwarcia, co było zjawiskiem spodziewanym. Spodziewano się także obniżenia przyrostów temperatur po modernizacji. Faktyczne przyrosty były znacznie niższe i przedstawiały się następująco:
- ∆θ DN = 62,7 K
- ∆θ GN = 51,9 K
Zatem redukcja przyrostu temperatury w uzwojeniu DN wyniosła około 10 K a w uzwojeniu GN około 30 K. Tym samym, część aktywna transformatora jest mniej podatna na efekty starzeniowe zależne od temperatury.
Przeprowadzone pomiary wyładowań niezupełnych na modernizowanych transformatorach dały rezultat na poziomie kilkunastu pikokulombów [pC] i w żadnym wypadku nie przekroczyły poziomu 40 pC.
Wnioski
Wyniki badań wielu egzemplarzy po modernizacji pokazują, że w jej trakcie pomyślnie wyeliminowano przyczyny nadmiernie szybkiego procesu starzeniowego transformatorów w ich pierwotnej wersji. Zmodernizowane jednostki trafiły z powrotem do eksploatacji a kolejne jednostki wymagające modernizacji są sukcesywnie modernizowane według tych samych reguł. Wszystkie jednostki są lub będą regularnie monitorowane pod względem zawartości gazów w oleju oraz pomiarów wyładowań niezupełnych. Mimo ograniczonej przestrzeni dla części aktywnej wewnątrz kadzi pomyślnie zredukowano miejsca największych zagrożeń elektrycznych. Analiza użytych materiałów pozwoliła na zastosowanie materiałów kompatybilnych z zastosowanym płynem izolacyjnym, a odpowiednio prowadzony proces technologiczny zminimalizował źródła potencjalnych wyładowań niezupełnych.
Literatura
Protokoły z badań transformatorów
Dokumentacja wewnętrzna Firmy TRAFTA Sp. z o.o.